
 全景工廠
全景工廠

行業案例
CASE

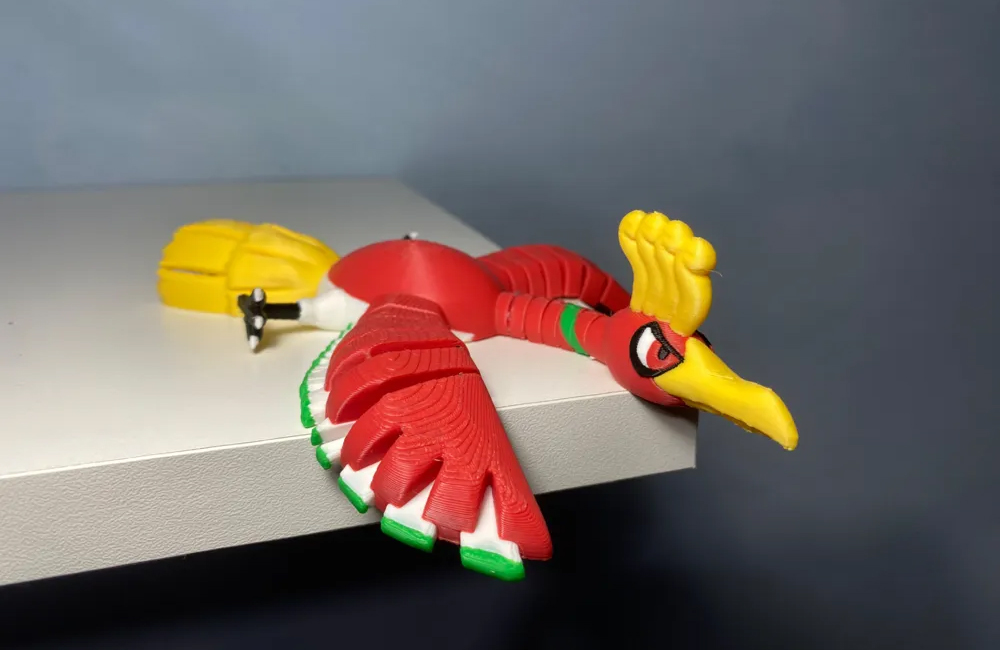
行業/分類:其他手板模型加工
加工方式: 3D打印 使用材料: 樹脂
最小精度: 0.1mm 生產周期: 2~7天
產品尺寸: 25cm*20cm*10cm
后處理: 噴油
案例介紹
3D 打印玩具鳥手板模型需結合仿生設計與工藝特性,從造型美觀、結構強度到表面質感進行多維度優化。以下是詳細流程及關鍵要點:
一、前期設計:從創意到三維模型
造型與結構規劃
仿生參考:分析真實鳥類的體型比例(如雀鳥的頭身比、翅膀弧度)、羽毛紋理,或融入卡通化設計(如夸張的喙部、圓潤的身體)。
功能考量:
若為可動玩具鳥,需設計關節連接結構(如翅膀轉軸、頭部轉動軸);
空心結構可減輕重量(如身體內部掏空,壁厚 0.8~2mm),但需預留支撐通道。
三維建模實現
軟件選擇:
復雜曲面(如翅膀流線型):用 Blender、Maya 進行多邊形建模;
精確結構(如關節):用 SolidWorks、Fusion 360 繪制參數化模型。
關鍵操作:
拆分部件:將頭部、身體、翅膀、腿部拆分為獨立模型,便于后期組裝;
添加裝配公差:關節處預留 0.2~0.5mm 間隙(如翅膀軸孔直徑比轉軸大 0.3mm);
導出格式:保存為 STL 或 OBJ 文件,確保模型無破面、無重疊面。
二、切片設置:工藝與參數優化
根據玩具鳥的精度、成本需求選擇打印工藝,常見方案對比:
| 工藝類型 | 材料 | 精度 | 表面效果 | 適用場景 |
|---|---|---|---|---|
| SLA(光固化) | 光敏樹脂 | ±0.05mm | 表面光滑,適合羽毛細節 | 高精度展示模型、小批量樣品 |
| FDM(熔融沉積) | PLA/ABS 塑料 | ±0.1mm | 略有層紋,需后處理 | 成本優先的功能驗證、結構測試 |
| SLS(激光燒結) | 尼龍粉末 | ±0.1mm | 表面粗糙,韌性好 | 可動關節(如翅膀擺動不易斷裂) |
| MJF(多射流熔融) | 尼龍 12 | ±0.1mm | 表面細膩,耐磨損 | 高品質成品玩具、需多次把玩場景 |
參數設置核心要點:
支撐結構:
翅膀懸空部位(如翼尖)需生成樹狀支撐,接觸面積≤2mm2 便于去除;
頭部與身體連接處若為懸臂結構,需添加底部支撐。
打印方向:
鳥身直立擺放(頭部朝上):減少翅膀支撐,但身體內部可能需填充;
水平擺放(翅膀貼平臺):提高翅膀表面質量,但需更多支撐。
填充率:
實心部位(如喙部):50%~70% 填充;
空心身體:10%~20% 填充(減輕重量,節省材料)。
三、打印執行:設備操作與質量監控
以 SLA 工藝為例(適合高精度玩具鳥):
設備調試
校準樹脂槽與打印平臺間距(通常 0.05mm),確保首層固化完整;
預熱樹脂至 25~30℃(提高流動性,減少層間氣泡)。
打印過程監控
層固化檢查:每 10 層暫停觀察,若出現樹脂堆積或固化不全,需調整激光功率(如增加 5%);
支撐狀態:若支撐與模型連接處開裂,需手動添加輔助支撐點;
溫度控制:SLA 設備需保持恒溫,避免樹脂因溫度波動導致固化不均。

四、后處理:從毛坯到精致模型
脫模與去支撐
SLA/DLP:用美工刀小心割除支撐,殘留支撐點用細砂紙(800 目起)打磨平滑;
FDM:浸泡熱水(ABS 用丙酮)軟化支撐,或用鑷子剝離 PLA 支撐。
表面處理進階
瑕疵修復:
用原子灰填補模型凹坑(如打印層紋),干燥后打磨至 Ra 6.3μm;
裂縫處用 UV 膠填充,紫外線照射固化。
紋理制作:
羽毛細節:
熱轉印:將羽毛圖案印刷到薄膜上,加熱貼合至模型表面;
雕刻筆:手動刻畫羽毛紋路(適合局部精細處理);
3D 紋理筆:擠出柔性材料模擬絨毛質感。
分色涂裝:
噴涂底漆(白色或灰色)增強顏料附著力;
分色遮蓋(如用美紋紙遮擋身體,單獨噴涂翅膀顏色);
啞光清漆罩面(防刮擦,提升質感)。
功能組裝
關節連接:
插入金屬軸(如直徑 1mm 銅棒),用膠水固定在翅膀與身體孔位中;
可動部位涂抹硅膠潤滑劑,避免摩擦卡頓。
配件安裝:
粘貼眼睛(樹脂或玻璃眼珠)、喙部裝飾(如金屬箔片);
若設計發光功能,預埋 LED 燈珠與電池倉(需提前在模型中預留線槽)。
質量檢測
外觀:目視檢查羽毛紋理是否清晰、顏色是否均勻,無流漆、氣泡;
結構:擺動翅膀、頭部,測試關節壽命(≥1000 次擺動無斷裂);
安全:小部件(如眼睛)需通過拉力測試(施加 30N 力不脫落,避免兒童誤吞)。
五、設計優化與成本控制
結構巧思
輕量化設計:身體內部設計蜂窩狀空心結構,減輕重量同時保證強度;
可拆卸部件:翅膀、腿部設計為插拔式連接,降低運輸損壞風險。
成本節約技巧
批量打印時將多個玩具鳥模型拼版(如 6 只 / 板),提高設備利用率;
復雜羽毛紋理優先用 3D 打印直接成型(減少后期涂裝工序),簡單造型可用貼紙替代。
安全合規
材料選擇:兒童玩具需使用食品級 PLA 或通過 EN71 認證的樹脂;
銳角處理:喙部、爪尖倒圓角(R≥0.5mm),避免劃傷。
六、拓展應用:從手板到量產
小批量生產:若手板驗證通過,可采用硅膠復模(翻模)工藝復制 50~100 件,成本較 3D 打印降低 30%;
功能升級:結合電子元件(如陀螺儀、發聲模塊),制作會扇動翅膀、發出鳥鳴的智能玩具鳥。
通過以上流程,可實現從概念設計到精致手板的完整落地,兼顧仿生美學、結構功能與量產可行性。

