
 全景工廠
全景工廠

行業(yè)案例
CASE

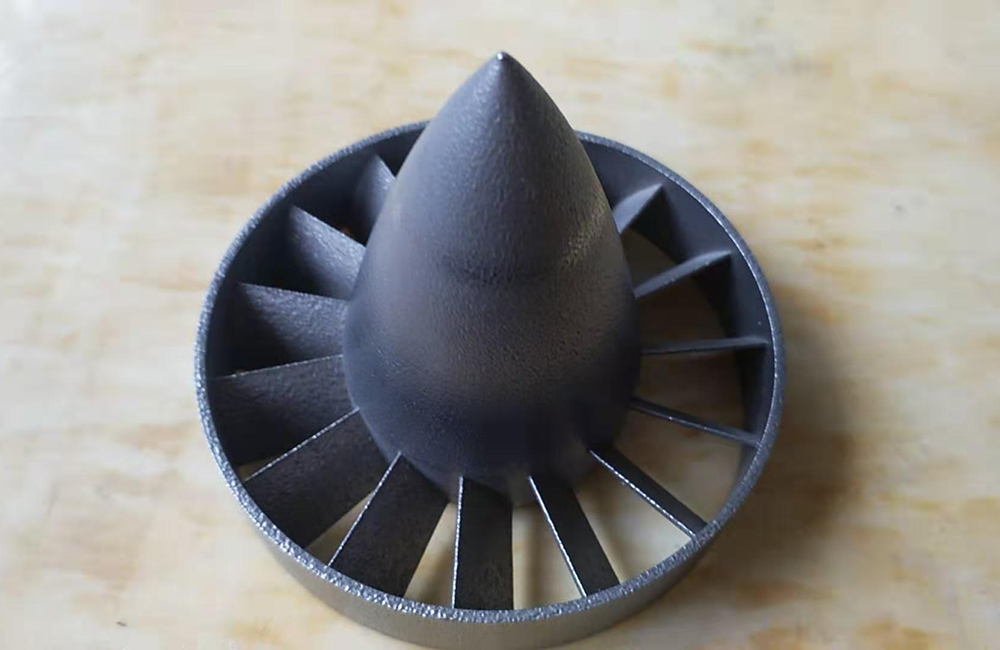
行業(yè)/分類:其他手板模型加工
加工方式: 3D打印 使用材料: 金屬
最小精度: 0.1mm 生產(chǎn)周期: 2~7天
產(chǎn)品尺寸: 8cm*5cm*4cm
后處理: 打磨
案例介紹
3D 打印金屬手板模型的核心是通過(guò)數(shù)字化設(shè)計(jì)與逐層堆積技術(shù),將虛擬模型轉(zhuǎn)化為實(shí)體零件。以下是具體流程及關(guān)鍵要點(diǎn):
一、前期準(zhǔn)備:設(shè)計(jì)與數(shù)據(jù)處理
三維建模
使用 CAD 軟件(如 SolidWorks、AutoCAD、Blender)設(shè)計(jì)玩具零件的 3D 模型,需確保尺寸精度、結(jié)構(gòu)合理性(如渦輪葉片的曲面弧度、裝配間隙等)。
注意事項(xiàng):模型需包含支撐結(jié)構(gòu)(若打印復(fù)雜懸垂結(jié)構(gòu)),并導(dǎo)出為 STL 格式文件。
切片分層與參數(shù)設(shè)置
將 STL 文件導(dǎo)入 3D 打印切片軟件(如 Cura、PrusaSlicer、Magics),設(shè)置打印參數(shù):
層厚:0.05~0.3mm,層厚越小精度越高,但打印時(shí)間越長(zhǎng)。
填充率:20%~100%(實(shí)心填充用于高強(qiáng)度零件,渦輪玩具可選 30%~50% 節(jié)省材料)。
支撐結(jié)構(gòu):自動(dòng)生成或手動(dòng)添加,避免懸空結(jié)構(gòu)打印時(shí)坍塌。
打印方向:優(yōu)化擺放角度以減少支撐、提高表面質(zhì)量(如渦輪軸垂直于打印平臺(tái))。
二、金屬 3D 打印工藝選擇
根據(jù)金屬材料類型與精度需求,常用工藝包括:
| 工藝類型 | 原理 | 適用材料 | 精度 | 特點(diǎn) |
|---|---|---|---|---|
| SLM(選擇性激光熔融) | 高功率激光逐層熔融金屬粉末,逐層堆積成型。 | 不銹鋼、鋁合金、鈦合金、鈷鉻合金等 | ±0.05mm | 精度高,表面細(xì)膩,適合復(fù)雜結(jié)構(gòu)(如渦輪葉片)。 |
| SLS(選擇性激光燒結(jié)) | 激光燒結(jié)金屬粉末(需后處理熔滲銅或樹(shù)脂增強(qiáng))。 | 青銅、工具鋼等復(fù)合粉末 | ±0.1mm | 成本較低,但表面粗糙,需二次加工。 |
| binder Jetting(粘結(jié)劑噴射) | 噴頭噴射粘結(jié)劑固化金屬粉末,后經(jīng)脫脂、燒結(jié)成致密件。 | 銅、不銹鋼、鋁等 | ±0.2mm | 適合大批量生產(chǎn),表面精度較低,需高溫后處理。 |
| FDM 金屬線材打印 | 擠出金屬 – 聚合物復(fù)合材料,打印后脫脂、燒結(jié)去除聚合物,得到純金屬件。 | 不銹鋼、銅、鈦等 | ±0.3mm | 設(shè)備成本低,但需復(fù)雜后處理,適合簡(jiǎn)單結(jié)構(gòu)。 |
渦輪玩具推薦工藝:SLM(精度高、能還原渦輪葉片曲面)或FDM 金屬線材(成本可控,適合初步驗(yàn)證)。
三、打印過(guò)程:設(shè)備操作與監(jiān)控
設(shè)備調(diào)試
校準(zhǔn)打印平臺(tái)水平度,確保首層附著力。
裝載金屬粉末(SLM/SLS)或金屬線材(FDM),設(shè)置艙內(nèi)氣氛(如 SLM 需通入氬氣防止金屬氧化)。
開(kāi)始打印
導(dǎo)入切片文件,設(shè)備自動(dòng)逐層堆疊材料。以 SLM 為例,激光逐點(diǎn)掃描熔融粉末,每層完成后鋪粉輥鋪設(shè)新粉末層,重復(fù)直至模型成型。
監(jiān)控重點(diǎn):
粉末粘附情況:避免缺粉導(dǎo)致層間結(jié)合不良。
激光功率與掃描速度:需匹配材料特性(如鋁合金需高功率快速熔融)。
設(shè)備溫度:部分金屬需預(yù)熱平臺(tái)(如鈦合金預(yù)熱至 200~400℃減少應(yīng)力變形)。
四、后處理:從毛坯到成品
金屬打印件需經(jīng)過(guò)多步后處理才能達(dá)到使用要求:
去除支撐與毛坯分離
用工具(如鋼絲鉗、砂紙)手動(dòng)去除 FDM 打印的支撐結(jié)構(gòu);
SLM 打印件需用線切割或 CNC 銑削從基板上分離,同時(shí)去除內(nèi)部支撐(如渦輪內(nèi)孔支撐需鉆孔取出)。
表面處理
噴砂:用玻璃珠或鋼丸噴射去除表面粘附的粉末,改善粗糙度(Ra 10~20μm→Ra 3.2~6.3μm)。
拋光:電解拋光或機(jī)械拋光(如渦輪葉片需鏡面拋光減少氣流阻力)。
電鍍 / 噴涂:增加美觀度或防銹(如鍍鎳、噴彩色油漆)。

性能強(qiáng)化(可選)
熱等靜壓(HIP):消除內(nèi)部孔隙,提高致密度(適用于高強(qiáng)度渦輪零件)。
時(shí)效處理:鋁合金零件需退火消除應(yīng)力,防止使用中變形。
精度檢測(cè)
用三坐標(biāo)測(cè)量?jī)x(CMM)檢測(cè)尺寸公差(如渦輪外徑、葉片角度);
目視檢查表面缺陷(如裂紋、分層),必要時(shí)進(jìn)行滲透探傷。
五、應(yīng)用場(chǎng)景與優(yōu)勢(shì)
玩具行業(yè):快速驗(yàn)證渦輪玩具的結(jié)構(gòu)合理性(如葉片氣動(dòng)性能)、外觀設(shè)計(jì),縮短開(kāi)發(fā)周期。
小批量生產(chǎn):直接打印個(gè)性化金屬渦輪零件,無(wú)需開(kāi)模,適合定制化玩具或教育教具。
材料優(yōu)勢(shì):金屬渦輪強(qiáng)度高、耐磨損(如不銹鋼材質(zhì)適合兒童耐摔玩具),優(yōu)于傳統(tǒng)塑料件。
六、注意事項(xiàng)
成本控制:金屬 3D 打印成本較高(材料 + 設(shè)備折舊),復(fù)雜渦輪模型建議先打印樹(shù)脂原型(如 SLA 工藝)驗(yàn)證設(shè)計(jì),再轉(zhuǎn)金屬打印。
設(shè)計(jì)優(yōu)化:避免銳角、超薄壁結(jié)構(gòu)(如葉片厚度<0.5mm 易斷裂),適當(dāng)增加倒角提高打印成功率。
安全操作:金屬粉末(如鈦粉)易氧化自燃,需在惰性氣氛中儲(chǔ)存與打印,操作人員需佩戴防護(hù)裝備。
通過(guò)以上流程,可高效完成金屬渦輪玩具零件的手板模型制作,兼顧精度、強(qiáng)度與美觀性。

