
 全景工廠
全景工廠

行業案例
CASE

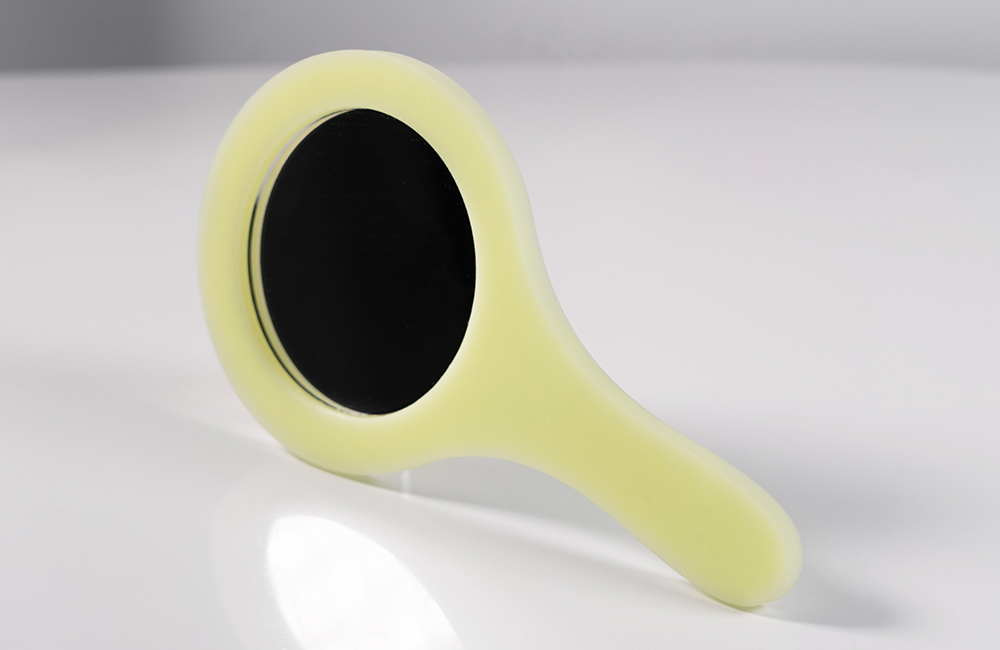
行業/分類:其他手板模型加工
加工方式: 3D打印 使用材料: 樹脂
最小精度: 0.1mm 生產周期: 2~7天
產品尺寸: 25cm*8cm*2cm
后處理: 噴油
案例介紹
3D 打印鏡子外殼手板模型一般有以下過程:
設計模型:使用三維設計軟件(如 SolidWorks、3ds Max、Pro/E 等)根據鏡子的尺寸、形狀和功能要求,設計出鏡子外殼的三維模型。在設計時,要考慮到鏡子的安裝方式、厚度、邊緣處理以及可能需要的裝飾元素等細節。設計完成后,將模型保存為 STL 格式,這是3D打印常用的文件格式。
準備打印材料:根據鏡子外殼的使用要求和性能特點,選擇合適的3D打印材料。常見的材料有 ABS 塑料、PLA 塑料、尼龍等。這些材料具有不同的物理性能,如強度、韌性、耐熱性等。同時,根據需要選擇相應顏色的材料,若后續需要進行表面上色處理,也可選擇白色或透明的基礎材料。

切片處理:將 STL 模型導入到切片軟件中,如 Cura、Slic3r 等。切片軟件會將三維模型切成許多薄的二維切片,同時生成打印機能夠識別的 G 代碼。在切片過程中,需要設置打印參數,如打印速度、層高、填充率、支撐結構等。打印速度一般在 30-100mm/s 之間;層高通常為 0.1-0.3mm,層高越小,打印精度越高,但打印時間也越長;填充率根據模型的強度要求來設置,一般在 10%-100% 之間;對于有懸空結構的模型,需要添加支撐結構,以確保打印過程中模型的穩定性。
校準打印機:在開始打印之前,需要對 3D 打印機進行校準,包括噴頭高度校準、平臺水平校準等。噴頭高度校準是為了確保噴頭與打印平臺之間的距離合適,一般距離為一張紙的厚度左右。平臺水平校準則是保證打印平臺處于水平狀態,以避免打印出的模型出現傾斜或高低不平的情況。
開始打印:將準備好的打印材料裝入打印機的料筒中,然后將切片軟件生成的 G 代碼導入到 3D 打印機的控制系統中,啟動打印任務。打印機將按照 G 代碼的指令,從底層開始逐層打印,噴頭會根據模型的輪廓和填充路徑擠出熔化的材料,材料在擠出后迅速冷卻凝固,逐漸堆積形成三維模型。在打印過程中,要注意觀察打印機的運行狀態,及時處理可能出現的問題,如材料堵塞噴頭、模型翹邊等。

后處理:打印完成后,從打印平臺上取下模型,去除模型表面的支撐結構。對于一些精度要求較高的模型,可以使用砂紙、銼刀等工具對模型表面進行打磨和修整,以提高表面光潔度。如果需要給模型上色,可以先對模型進行底漆處理,然后使用噴槍、顏料筆等工具進行上色,上色完成后可根據需要進行清漆噴涂,以保護顏色和增加表面光澤度。最后,將鏡子安裝到打印好的外殼中,完成鏡子外殼手板模型的制作。

