
 全景工廠
全景工廠

行業案例
CASE

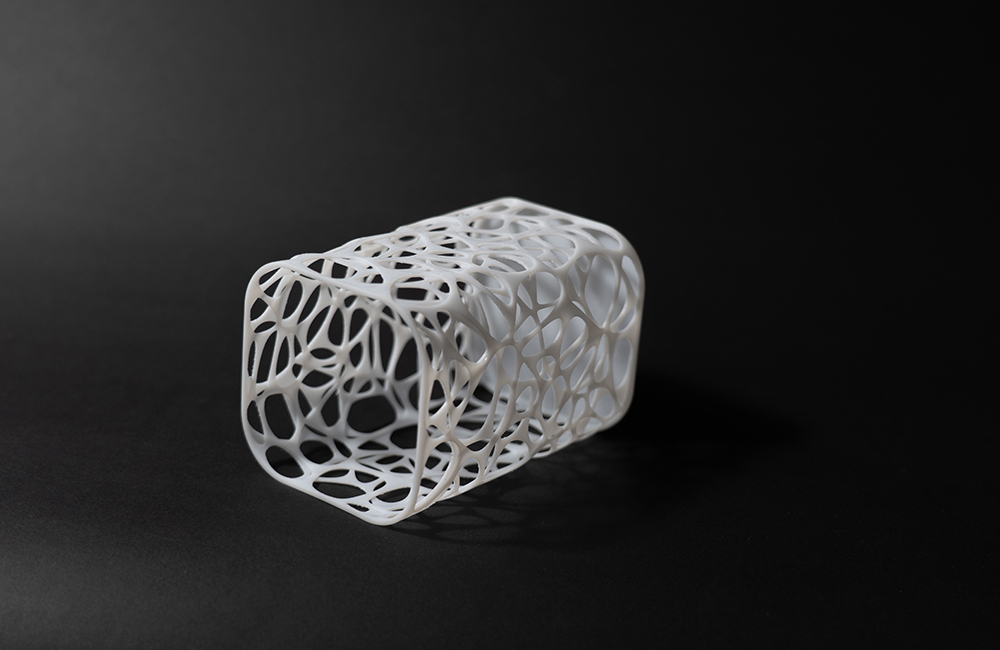
行業/分類:其他手板模型加工
加工方式: 3D打印 使用材料: 樹脂
最小精度: 0.1mm 生產周期: 2~7天
產品尺寸: 25cm*10cm*16cm
后處理: 噴油
案例介紹
3D打印鏤空花籃手板模型是一個結合設計美學和3D打印技術的項目。以下是詳細的步驟、材料選擇、設計建議以及打印注意事項,幫助你高效完成這個項目:
1. 設計階段
(1)設計工具
軟件推薦:
入門級:Tinkercad(在線工具,適合新手)。
專業級:Fusion 360、SolidWorks、Blender(適合復雜設計)。
浮雕生成:使用Python腳本或免費工具(如OpenSCAD)生成鏤空圖案。
(2)設計要點
結構設計:
鏤空部分:設計幾何圖案(如六邊形、蜂窩狀、花卉圖案等),確保鏤空區域不過于細密,避免打印時支撐困難。
壁厚均勻:花籃的壁厚建議在1-2mm之間,太薄易變形,太厚影響美觀。
底座加固:底部可設計成實心或加厚結構,防止變形。

分塊設計:
如果花籃較大,可以分成籃體和手柄兩部分單獨打印,后期粘合。
手柄設計成中空結構,減輕重量并增加強度。
比例與尺寸:
根據需求確定尺寸,例如:直徑10cm(小型裝飾品)或更大(實際使用)。
考慮鏤空圖案的密度與整體結構的穩定性。
(3)文件檢查
確保模型是閉合的實體,沒有開口或非流形錯誤。
使用切片軟件(如Cura、PrusaSlicer)預覽模型,檢查是否有打印問題。
2. 材料選擇
(1)PLA(推薦新手)
優點:
易打印,不易翹曲。
環保無毒,適合室內使用。
表面光滑,適合精細鏤空結構。
缺點:
韌性較差,手柄部分可能容易斷裂。
(2)ABS(適合功能性需求)
優點:
強度高,適合承重結構(如花籃手柄)。
耐熱性好,可用于高溫環境。
缺點:
打印難度高,易翹曲,需要加熱床和封閉環境。
有刺激性氣味,需通風處理。
(3)其他材料
PETG:兼顧強度和易打印性,適合需要耐候性的戶外花籃。
木屑填充材料:模擬木質質感,適合復古風格花籃。
3. 3D打印參數設置
(1)通用參數
| 參數 | PLA | ABS |
|---|---|---|
| 層高 | 0.15-0.2mm | 0.2-0.25mm |
| 打印速度 | 40-60mm/s | 30-50mm/s |
| 填充率 | 10-20%(網格填充) | 15-25%(蜂窩狀填充) |
| 噴嘴溫度 | 190-220℃ | 230-250℃ |
| 熱床溫度 | 無需(可選加熱床) | 80-110℃(必須) |
| 支撐結構 | 可溶支撐或易拆支撐 | 易拆支撐或ABS-soluble支撐 |
(2)鏤空部分優化
支撐設置:
對于垂直鏤空部分(如花籃側壁),啟用支撐,避免懸空部分塌陷。
支撐密度設置為稀疏,后期易拆除。
切片角度:
調整模型角度,使鏤空部分的打印路徑更連貫,減少支撐使用。
4. 后處理與組裝
(1)去除支撐
使用鑷子或刀片小心拆除支撐結構,避免損壞模型表面。
對于ABS模型,可用砂紙打磨支撐殘留。
(2)打磨與拋光
用400-800目砂紙輕輕打磨表面,去除層紋。
PLA模型可用醋酸或酒精擦拭,提升光澤度。
(3)分塊組裝
如果模型分塊打印,使用專用膠水(如PLA膠水或ABS膠)粘合。
確保接縫處緊密貼合,必要時用填充物填補縫隙。
(4)上色與裝飾
噴漆:選擇啞光或亮光漆,噴涂均勻。
丙烯顏料:手工繪制圖案,適合個性化設計。
嵌入LED燈:在花籃內部安裝LED燈帶,營造光影效果。
5. 常見問題與解決方案
(1)鏤空部分塌陷
原因:支撐不足或打印速度過快。
解決:增加支撐密度,降低打印速度,或調整模型角度。
(2)層紋明顯
原因:層高過大或填充率不足。
解決:減小層高(0.1mm以下),提高填充率至20%。
(3)模型翹曲
原因:熱床溫度不足或材料冷卻不均勻。
解決:啟用加熱床,打印完成后緩慢冷卻。
6. 創意拓展
主題設計:
中式古典花籃:加入云紋、龍鳳圖案。
歐式簡約風:幾何線條或藤蔓圖案。
自然主題:模仿花朵、樹葉形狀的鏤空。
功能擴展:
添加滴水孔,作為真實花籃使用。
內置香薰盒,散發香味。
通過以上步驟,你可以輕松制作出精美的鏤空花籃手板模型!如果需要更具體的設計或打印參數,可以提供更多細節,我會進一步幫你優化方案。

