
 全景工廠
全景工廠

行業(yè)案例
CASE


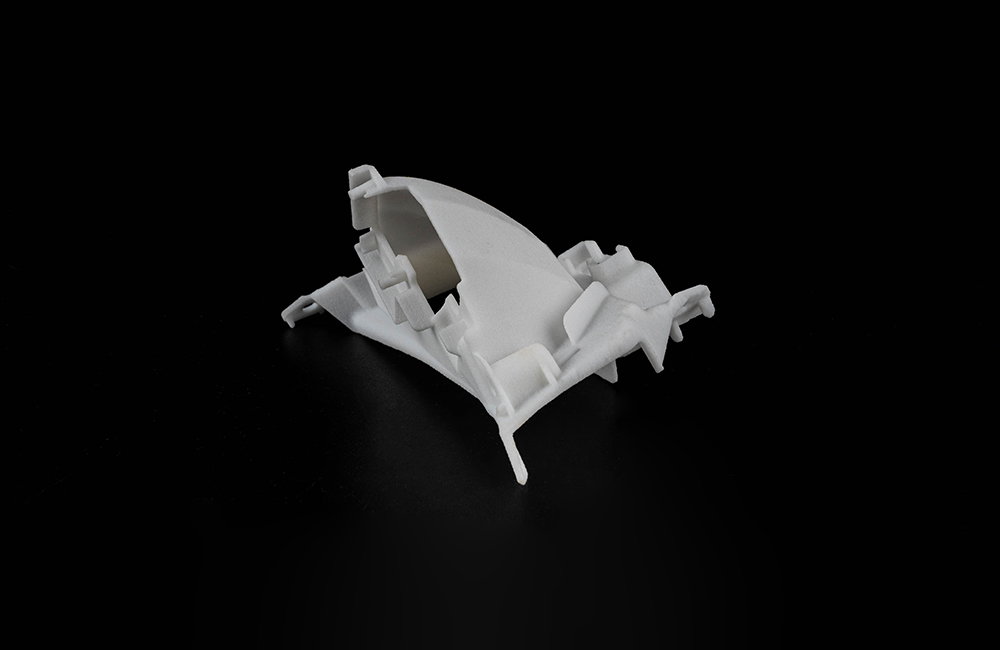
行業(yè)/分類:其他手板模型加工
加工方式: 3D打印 使用材料: 樹脂
最小精度: 0.1mm 生產(chǎn)周期: 2~7天
產(chǎn)品尺寸: 18cm*8cm*7cm
后處理: 打磨
案例介紹
SLS 加工機器人零件手板模型的過程主要包括以下步驟:
三維模型設(shè)計:使用專業(yè)的三維設(shè)計軟件(如 SolidWorks、Pro/E 等)根據(jù)機器人零件的實際尺寸和結(jié)構(gòu)要求,精確設(shè)計出三維模型。模型設(shè)計需考慮零件的功能、裝配關(guān)系以及后續(xù)加工工藝的可行性,確保設(shè)計的模型能夠準確反映零件的最終形態(tài)。
模型切片處理:將設(shè)計好的三維模型導入到 SLS 設(shè)備的控制系統(tǒng)軟件中,軟件會對模型進行切片處理,將其沿 Z 軸方向切成一系列厚度很薄的二維截面,通常切片厚度在 0.05 – 0.2mm 之間。同時,軟件會生成掃描路徑和燒結(jié)參數(shù)等信息,這些信息將指導激光掃描系統(tǒng)在粉末床上進行精確的燒結(jié)操作。
準備粉末材料:根據(jù)零件的性能要求選擇合適的粉末材料,如尼龍、聚苯乙烯、金屬粉末等。SLS 常用的尼龍粉末具有良好的成型性能和機械性能。將選好的粉末材料進行預(yù)熱處理,使其達到一定的溫度(一般略低于材料的熔點),這樣可以減少燒結(jié)過程中的熱應(yīng)力,提高成型質(zhì)量。然后將預(yù)熱后的粉末均勻地鋪灑在 SLS 設(shè)備的粉末床上,粉末層的厚度應(yīng)與切片厚度相匹配。
激光燒結(jié):激光掃描系統(tǒng)根據(jù)切片處理后生成的掃描路徑信息,控制高能量激光束對粉末床進行逐層掃描燒結(jié)。激光束的能量密度和掃描速度是關(guān)鍵參數(shù),它們決定了粉末材料的燒結(jié)效果和成型質(zhì)量。當激光束照射到粉末床表面時,粉末材料吸收激光能量,溫度迅速升高至熔點以上,粉末顆粒相互熔合在一起,形成與二維截面形狀相同的燒結(jié)層。一層燒結(jié)完成后,粉末床下降一個切片厚度的距離,然后重新鋪粉,進行下一層的燒結(jié),如此循環(huán)往復(fù),直至整個零件模型燒結(jié)完成。

后處理:燒結(jié)完成后,零件模型通常需要進行后處理。首先,去除零件表面附著的未燒結(jié)粉末,可以使用壓縮空氣或振動篩等工具進行清理。對于一些精度要求較高的零件,可能需要進行機械加工,如打磨、拋光、鉆孔等,以進一步提高零件的尺寸精度和表面質(zhì)量。此外,根據(jù)零件的使用要求,還可以對零件進行浸滲、涂覆等處理,以提高零件的耐磨性、耐腐蝕性等性能。
通過以上 SLS 加工過程,可以快速、精確地制造出機器人零件手板模型,為機器人的研發(fā)、設(shè)計驗證和小批量生產(chǎn)提供有力支持。

