
 全景工廠
全景工廠

行業案例
CASE

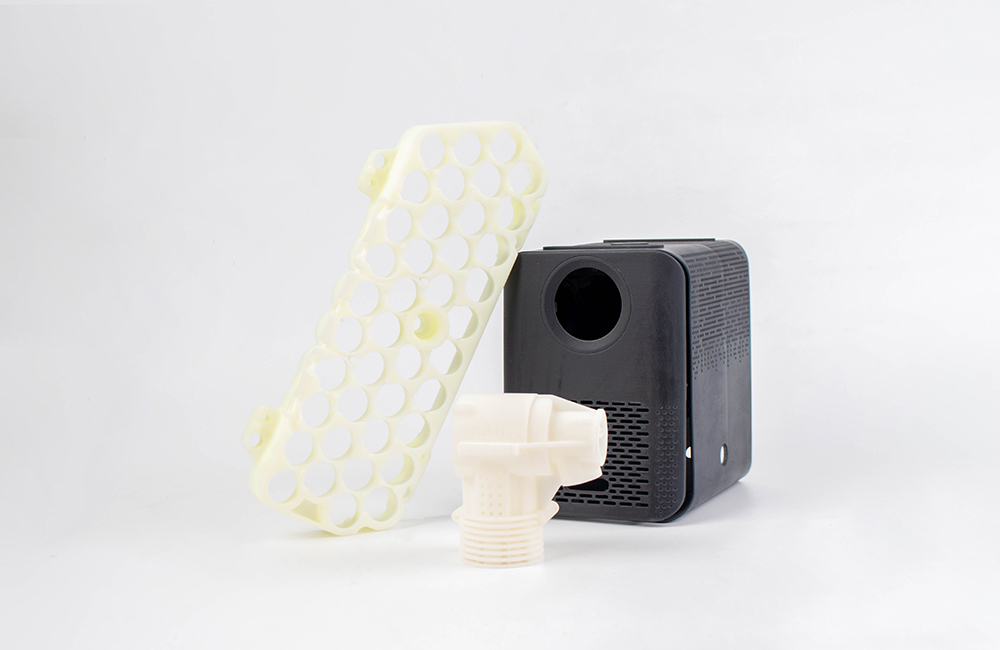
行業/分類:其他手板模型加工
加工方式: 3D打印 使用材料: 樹脂
最小精度: 0.1mm 生產周期: 2~7天
產品尺寸: 25cm*7cm*2cm
后處理: 打磨
案例介紹
SLA 打印電池盒手板模型是一種利用光固化技術快速制作電池盒原型的方法,以下是關于它的一些介紹:
打印流程
設計模型:使用專業的 3D 設計軟件如 SolidWorks、AutoCAD 等,根據電池盒的功能、尺寸、結構等要求進行三維建模。
模型處理:將設計好的 3D 模型文件轉換為 STL 等格式,導入到 3D 打印切片軟件中。在切片軟件中,對模型進行擺放角度調整、添加支撐結構等操作。如根據 SLA 打印的 45° 擺放原則,盡量讓電池盒的復雜特征面朝上,有弧面的部分與平臺底面成 45° 角或直立擺放。
選擇材料:SLA 打印通常使用光敏樹脂材料,根據電池盒的性能需求,選擇具有合適強度、韌性、透明度等特性的光敏樹脂。
打印操作:將處理好的模型文件上傳到 SLA 3D 打印機,設置好打印參數,如激光功率、掃描速度、層厚等,啟動打印。打印機通過特定波長與強度的紫外光照射液態光敏樹脂,使其逐層固化,從點到線、線到面,最終堆積出電池盒的三維實體模型。
后處理:打印完成后,需要對模型進行后處理。包括去除支撐結構,對模型表面進行打磨、拋光,以提高表面光潔度;還可根據需求進行上色、噴涂等處理,使電池盒手板模型更加美觀逼真。
檢驗與修正:檢查打印出來的電池盒手板模型是否符合設計要求,如尺寸精度、外觀質量、裝配性能等。如有缺陷或問題,分析原因并對模型文件或打印參數進行調整,重新打印。
注意事項
模型設計:設計時要考慮電池盒的實際使用需求,如電池的尺寸、數量、安裝方式、充電接口位置等,確保模型的功能性。同時,要注意模型的壁厚、加強筋等結構設計,以保證模型的強度和穩定性。
支撐設置:合理添加支撐結構對于 SLA 打印至關重要。支撐要能夠提供足夠的支撐力,防止模型在打印過程中變形或倒塌,但也不能過多,以免增加后處理的難度和成本。

材料特性:不同品牌和型號的光敏樹脂材料在性能上可能存在差異,如固化收縮率、硬度、韌性等。在選擇材料時,要充分了解材料的特性,根據電池盒的使用環境和要求進行選擇。
打印環境:SLA 打印對環境溫度和濕度有一定要求,一般來說,溫度在 20℃-25℃,濕度在 40%-60% 較為適宜。環境溫度和濕度過高或過低,可能會影響樹脂的固化效果和打印質量。
后處理工藝:后處理過程中的打磨、拋光等操作要注意力度和方法,避免損壞模型表面或改變模型的尺寸精度。上色、噴涂等處理要選擇合適的涂料和工藝,確保顏色均勻、附著力強。

