
 全景工廠
全景工廠

行業(yè)案例
CASE


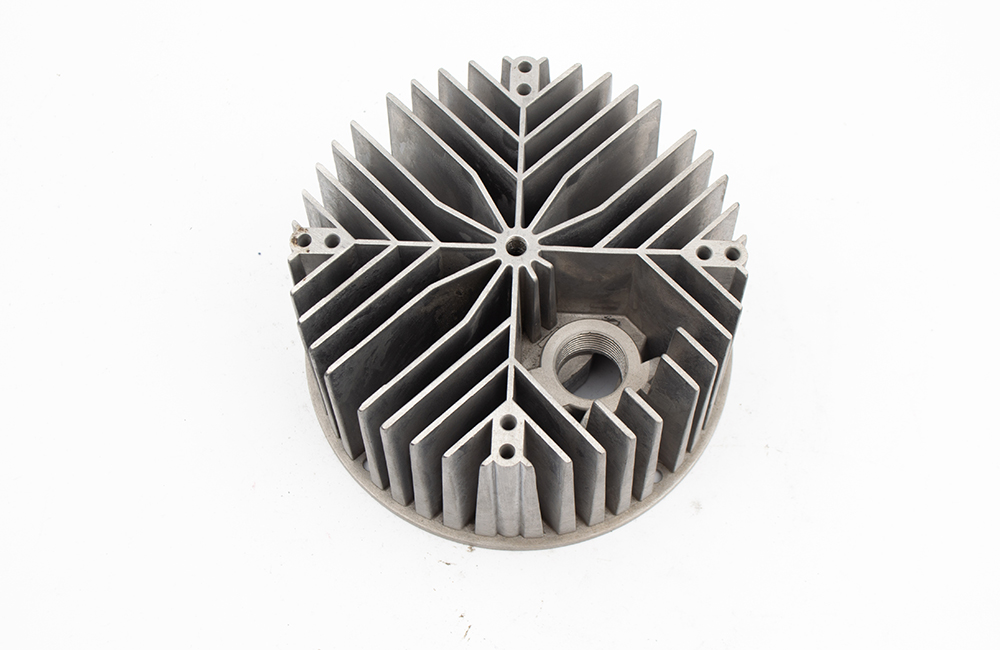
行業(yè)/分類(lèi):其他手板模型加工
加工方式: 壓鑄 使用材料: 鋁合金
最小精度: 0.1mm 生產(chǎn)周期: 2~7天
產(chǎn)品尺寸: 10cm*10cm*6cm
后處理: 打磨
案例介紹
壓鑄加工金屬散熱器手板模型是一種用于驗(yàn)證散熱器設(shè)計(jì)可行性的原型,通常在產(chǎn)品開(kāi)發(fā)初期階段使用。以下是關(guān)于這一技術(shù)的詳細(xì)說(shuō)明,涵蓋加工流程、材料選擇、優(yōu)勢(shì)及應(yīng)用場(chǎng)景等內(nèi)容:
1. 壓鑄加工流程
壓鑄(Die Casting)是一種通過(guò)高壓將熔融金屬注入精密模具的成型工藝,適用于制造復(fù)雜結(jié)構(gòu)的金屬零件。散熱器手板模型的壓鑄流程包括:
- 模具設(shè)計(jì):根據(jù)3D圖紙制作鋼制模具,需考慮散熱齒、流道、壁厚均勻性等細(xì)節(jié)。
- 熔融金屬:將鋁合金、鋅合金等材料加熱至液態(tài)。
- 高壓注射:液態(tài)金屬在高壓(幾十至幾百兆帕)下快速填充模具型腔。
- 冷卻脫模:金屬凝固后開(kāi)模取出零件,進(jìn)行去毛刺、表面處理等后加工。
2. 壓鑄散熱器的核心優(yōu)勢(shì)
- 高導(dǎo)熱性:鋁合金(如ADC12)導(dǎo)熱系數(shù)達(dá)96-120 W/(m·K),適合快速散熱。
- 復(fù)雜結(jié)構(gòu)成型:可一體成型密集散熱鰭片(齒高比可達(dá)10:1以上),減少后續(xù)組裝成本。
- 高生產(chǎn)效率:?jiǎn)未螇鸿T周期僅數(shù)秒至數(shù)分鐘,適合大批量生產(chǎn)。
- 表面精度:壓鑄件表面粗糙度可達(dá)Ra1.6-3.2μm,可直接陽(yáng)極氧化提升耐腐蝕性。
3. 常用壓鑄材料對(duì)比
| 材料 | 導(dǎo)熱系數(shù) (W/m·K) | 密度 (g/cm3) | 適用場(chǎng)景 |
|---|---|---|---|
| 鋁合金(ADC12) | 96-120 | 2.7 | 電子設(shè)備、LED散熱器 |
| 鎂合金(AZ91D) | 51-72 | 1.8 | 輕量化需求(如汽車(chē)電子) |
| 鋅合金(Zamak) | 110-116 | 6.6 | 高精度小件(試驗(yàn)性手板) |
| 銅合金 | 200-400 | 8.9 | 極端散熱需求(成本較高) |

4. 手板模型的核心作用
- 設(shè)計(jì)驗(yàn)證:測(cè)試散熱效率(如通過(guò)熱仿真與實(shí)際測(cè)試對(duì)比)、結(jié)構(gòu)強(qiáng)度。
- 工藝可行性評(píng)估:檢查壓鑄過(guò)程中可能出現(xiàn)的缺陷(如氣孔、縮松)。
- 成本優(yōu)化:通過(guò)手板試產(chǎn)優(yōu)化模具設(shè)計(jì),降低后期量產(chǎn)廢品率。
手板制作方法:
- CNC加工:適合小批量高精度需求,但成本較高(單件數(shù)百至數(shù)千元)。
- 3D打印(金屬):快速成型復(fù)雜結(jié)構(gòu),但材料導(dǎo)熱性可能低于壓鑄件。
5. 典型應(yīng)用場(chǎng)景
- 消費(fèi)電子:5G路由器、游戲本散熱模組(需厚度<1mm的薄壁設(shè)計(jì))。
- 汽車(chē)領(lǐng)域:新能源車(chē)電機(jī)控制器散熱器(耐溫要求>150℃)。
- 工業(yè)設(shè)備:IGBT功率模塊散熱器(需承受高熱量密度,如>100W/cm2)。
6. 設(shè)計(jì)優(yōu)化建議
- 散熱結(jié)構(gòu):采用仿生鰭片(如梯形截面)提升表面積,同時(shí)兼顧模具脫模角度(通常>1°)。
- 壁厚控制:主體壁厚建議2-4mm,避免局部過(guò)厚導(dǎo)致縮孔。
- 模具流道優(yōu)化:使用模流分析軟件(如Moldflow)減少填充缺陷,提升良率。
- 表面處理:陽(yáng)極氧化(膜厚10-25μm)可提高耐腐蝕性,黑色氧化處理還能增強(qiáng)輻射散熱。
7. 成本與交期參考
- 手板階段:CNC加工約3-7天,單價(jià)500-2000元;壓鑄手板需開(kāi)簡(jiǎn)易模(費(fèi)用1-3萬(wàn)元,周期2-4周)。
- 量產(chǎn)階段:模具成本5-20萬(wàn)元,單件壓鑄成本取決于材料(鋁合金件通常10-50元/個(gè))。
通過(guò)壓鑄手板模型,企業(yè)可在量產(chǎn)前充分驗(yàn)證設(shè)計(jì),降低開(kāi)發(fā)風(fēng)險(xiǎn)。如需進(jìn)一步測(cè)試散熱性能,建議結(jié)合風(fēng)洞實(shí)驗(yàn)或紅外熱成像分析,確保最終產(chǎn)品滿(mǎn)足熱管理需求。

