
 全景工廠
全景工廠

行業案例
CASE

行業/分類:其他手板模型加工
加工方式: 注塑加工 使用材料: 塑料
最小精度: 0.1mm 生產周期: 2~7天
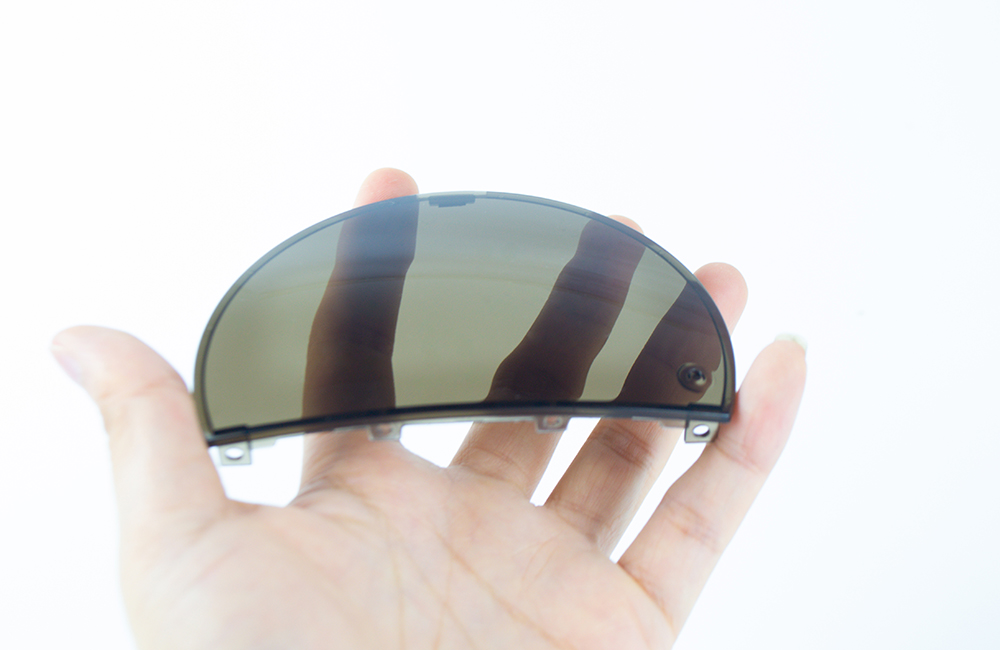
產品尺寸: 11cm*6cm*1cm
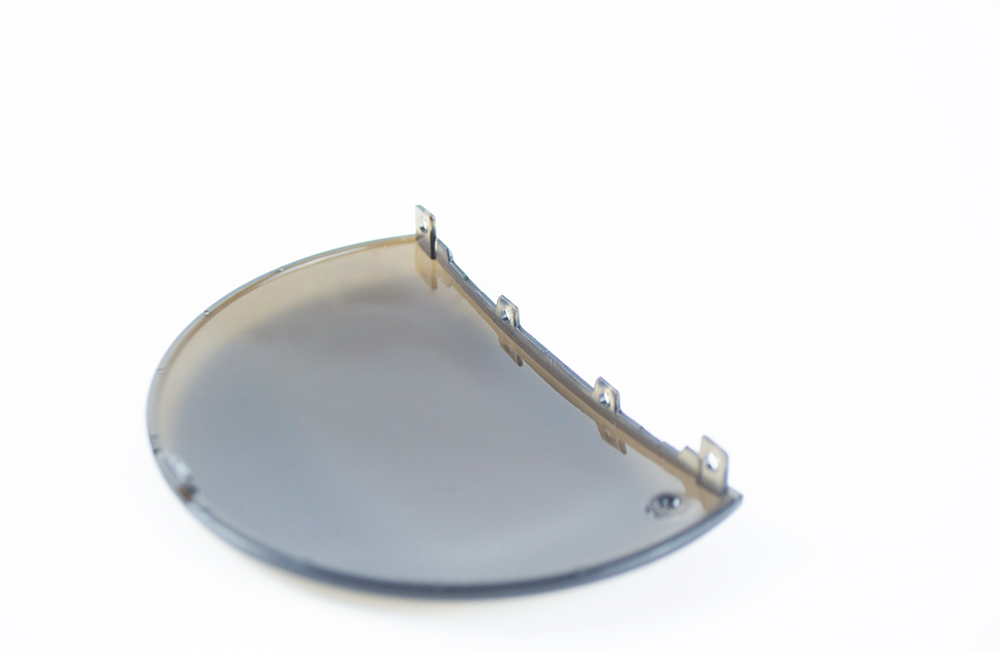
后處理: 打磨
案例介紹
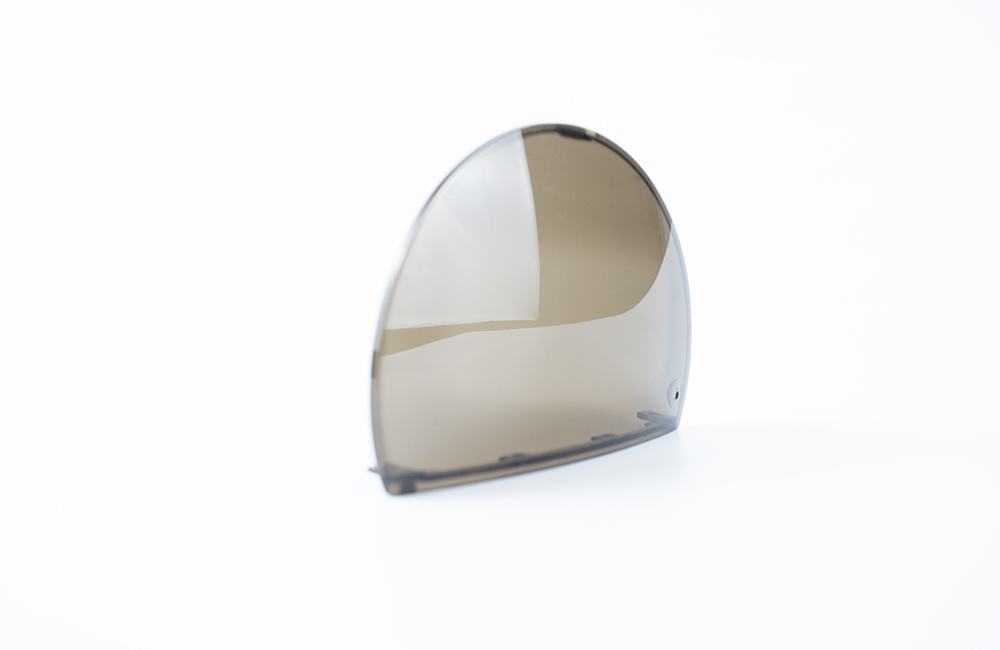
以下是一些關于注塑加工半透明塑料手板模型的信息:
材料選擇:
常用材料:注塑加工半透明塑料手板模型常用的材料有 PMMA(聚甲基丙烯酸甲酯,俗稱有機玻璃或亞克力)、PC(聚碳酸酯)等。PMMA 具有高透明度、良好的光學性能和一定的耐熱性;PC 則具有較高的強度和韌性,透明度也較好,但相對 PMMA 來說可能略遜一籌。
材料特性:這些材料在注塑過程中能夠保持一定的透明度,并且具有較好的流動性,便于成型復雜的形狀。不過,不同材料的性能特點和加工工藝有所不同,在選擇時需要根據具體的產品要求和使用場景進行綜合考慮。
模具設計:
結構設計:模具的結構對于手板模型的質量和透明度至關重要。需要考慮澆口的位置、流道的設計以及冷卻系統等因素,以確保塑料在注塑過程中能夠均勻填充模具型腔,減少氣泡和應力的產生,從而提高手板模型的透明度和質量。
表面處理:模具的表面粗糙度會直接影響到手板模型的表面質量。為了獲得高透明度的手板模型,模具表面需要進行拋光處理,以減少表面的瑕疵和劃痕。
注塑工藝:
溫度控制:注塑溫度對材料的流動性和成型效果有很大影響。需要根據所選材料的特性,合理設置注塑機的溫度參數,包括料筒溫度、模具溫度等,以確保塑料能夠充分熔融并順利填充模具型腔。
注射速度和壓力:注射速度和壓力的控制也是關鍵。適當的注射速度可以保證塑料的流動順暢,避免產生噴射紋和氣泡;而合適的壓力可以確保塑料能夠充滿模具的各個角落,提高手板模型的密度和透明度。
冷卻時間:冷卻時間的長短會影響手板模型的尺寸穩定性和透明度。如果冷卻時間過短,手板模型可能會因為收縮不均勻而產生變形或內部應力,從而影響其透明度;如果冷卻時間過長,則會增加生產周期,降低效率。
后處理工藝:
去應力處理:由于注塑過程中可能會產生一定的內應力,導致手板模型出現開裂或變形等問題,因此需要進行去應力處理。可以通過退火、振動時效等方法來消除內應力,提高手板模型的穩定性和透明度。
拋光和打磨:為了進一步提高手板模型的表面質量,可以進行拋光和打磨處理。通過去除表面的瑕疵和劃痕,使手板模型更加光滑、透明。
注意事項:
模具精度:模具的精度直接影響到手板模型的尺寸精度和表面質量,因此在制作模具時要嚴格控制模具的尺寸和形狀精度。
材料干燥:一些塑料材料容易吸濕,在使用前需要進行干燥處理,以防止在注塑過程中產生氣泡和銀紋等缺陷。
操作規范:在注塑加工過程中,要嚴格按照操作規范進行操作,避免因操作不當而導致手板模型出現質量問題。

